I. Contrôle de qualité à l'arrivée
1. Après réception des pièces usinées, vérifiez l'absence d'erreurs, de soudures et de bavures conformément à l'annexe A.
dessins
2. Après la pulvérisation du lit et des pièces usinées, vérifier la pulvérisation de la surface à l'usine.
pour voir s'il y a une pulvérisation irrégulière et si le mastic est nivelé.
II. Assemblage des bancs
1. Gratter et éliminer les bavures sur la surface du lit et de la crémaillère du rail de guidage du portique et envoyer en
contrôle
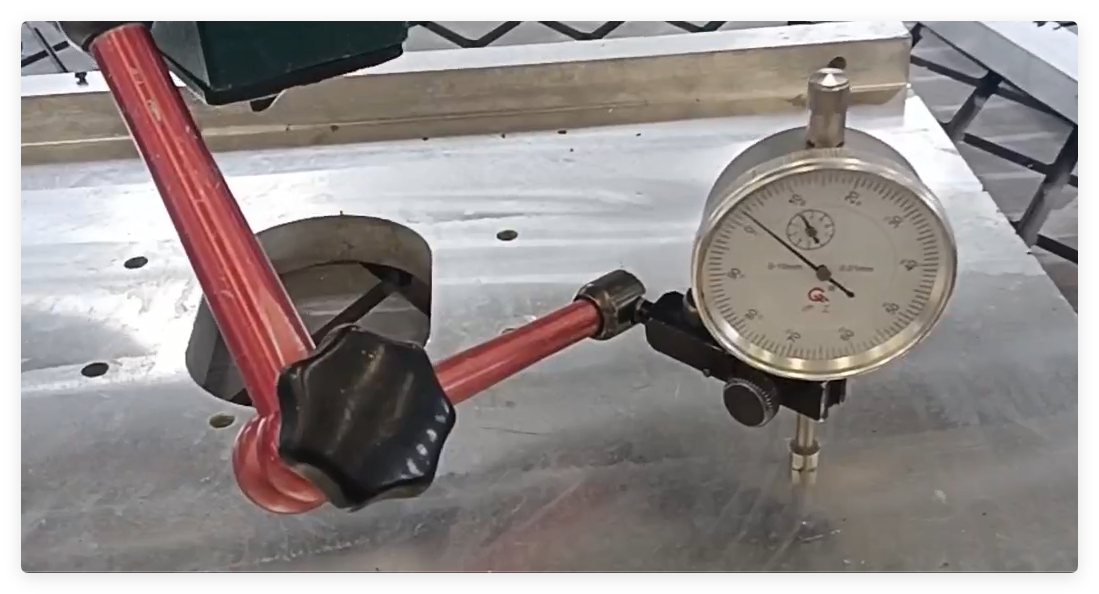
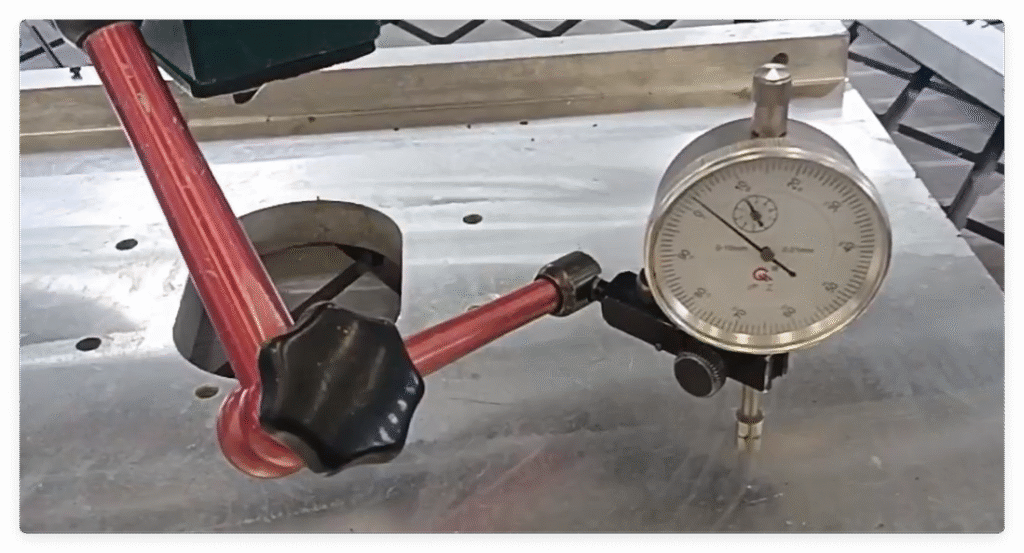
2. La rectitude de la crémaillère du rail de guidage nécessite 5 filets et la planéité nécessite 10
filets et envoyer pour inspection
3. La fluidité du mouvement avant et arrière du portique lorsque le réducteur est en marche.
non installé et envoyer pour inspection
4. La fluidité du mouvement gauche et droit de la tête de la machine lorsque le réducteur n'est pas en marche.
installé et envoyé pour inspection
5. La rectitude de la vis-mère est de 5 filets et la planéité est de 5 filets et envoyer
pour inspection
6. Vérifier si les vis du réducteur sont bien serrées et si les clavettes et les vis de l'engrenage sont bien en place.
installé
7. Vérifier au hasard si les vis de l'ensemble de la machine sont desserrées et s'il y a
sont des robinets cassés qui n'ont pas été enlevés. Après confirmation, marquez toutes les vis avec un
marqueur
III. Assemblage électrique
1. Tous les composants électriques de l'armoire électrique sont placés horizontalement et verticalement.
2. Les fils exposés sont-ils enveloppés de tubes d'enroulement ?
3. Y a-t-il des fils qui ne sont pas comprimés ?
4. Nettoyer le boîtier électrique avant de quitter le local électrique
5. Veillez à ce que les fils intérieurs de la chaîne de traînage soient nets lorsque le lit est alimenté.
6. Retirez les autocollants sur les fils après que le lit a été mis sous tension.
IV. Réglage de la machine d'essai
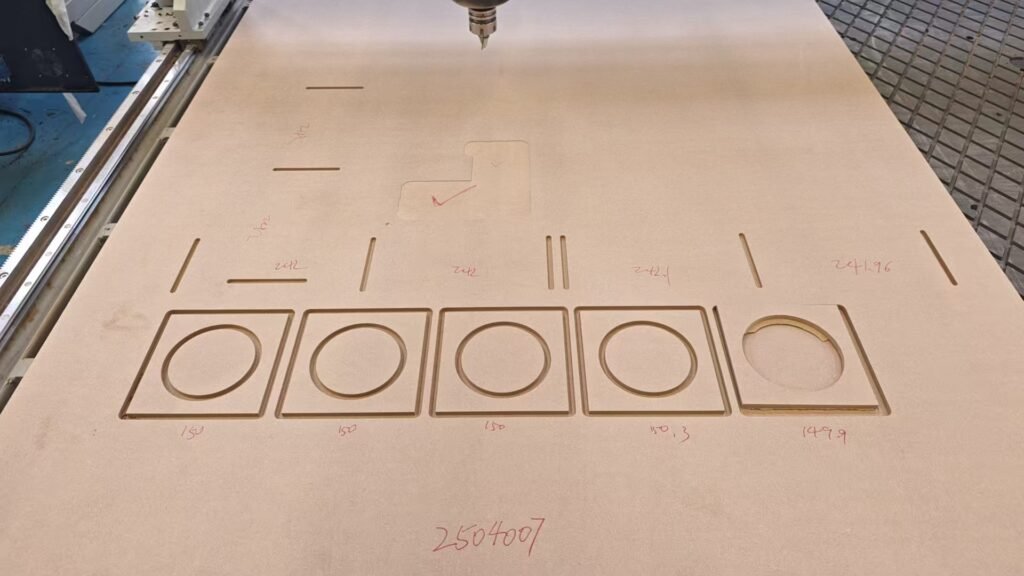
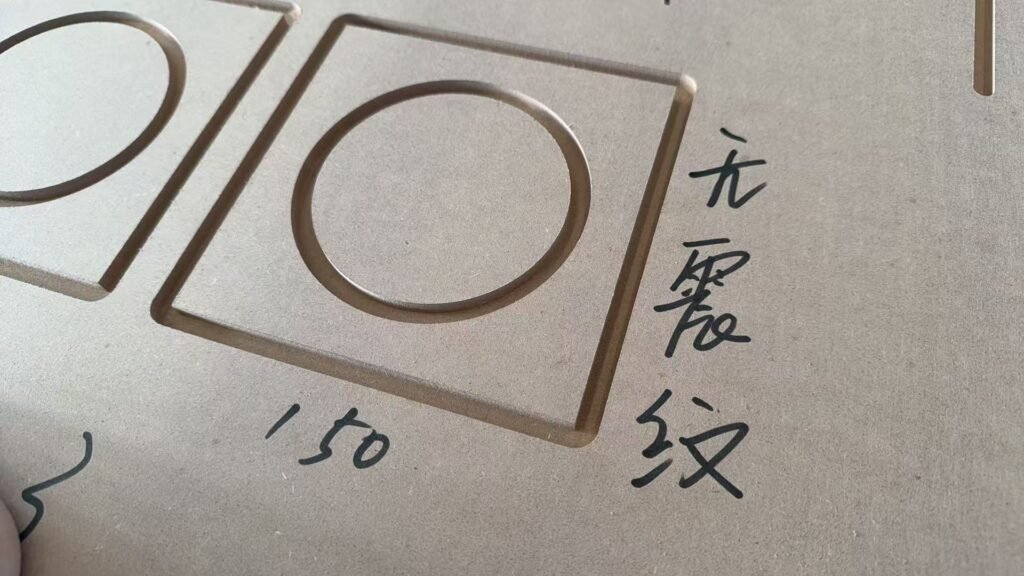
1. L'erreur de dessin de l'axe XY de toutes les machines ne doit pas dépasser 20 fils. Il doit y avoir
ne pas présenter de traces de vibration sur le carré et le cercle de coupe. Envoyer pour inspection
2. Après la qualification de la machine, vérifier le son et la souplesse de tous les cylindres.
3. Déterminer la longueur du tuyau d'air. Les parties exposées doivent être recouvertes de tuyaux filetés.
et attachés avec des colliers de serrage
4. Le rodage à grande vitesse ne doit pas être inférieur à 2 heures.
5. Vérifier la pression d'adsorption du tableau. La pression ne doit pas être inférieure à 0,08 lorsque toutes les portes sont ouvertes.
6. Vérifier les accessoires au hasard et prendre des photos pour la conservation
7. Toutes les étiquettes sont horizontales et verticales.
V. Contrôle de la qualité de l'apparence
1. Vérifier la propreté de l'ensemble de la machine, gratter le mastic et retoucher la peinture.
sur les parties bosselées
2. Utiliser du diluant pour nettoyer les parties tachées lors de la retouche.
VI. Contrôle de la qualité de la livraison
1. Avant l'emballage, toutes les crémaillères et les broches doivent être brossées avec un produit antirouille.
huile
2. Si la corde est solidement attachée