I. Varışta Kalite Kontrolü
1. İşlenmiş parçalar geldikten sonra, aşağıdaki talimatlara göre hataları, kaynakları ve çapakları kontrol edin
çizimler
2. Yatak ve işlenmiş parçalar püskürtüldükten sonra, fabrikadaki yüzey püskürtme işlemini kontrol edin
Düzensiz püskürtme olup olmadığını ve macunun düzlenip düzlenmediğini görmek için.
II. Tezgah Montajı
1. Yatak ve portal kılavuz rayı raf yüzeyindeki çapakları kazıyıp temizleyin ve
DENETİM
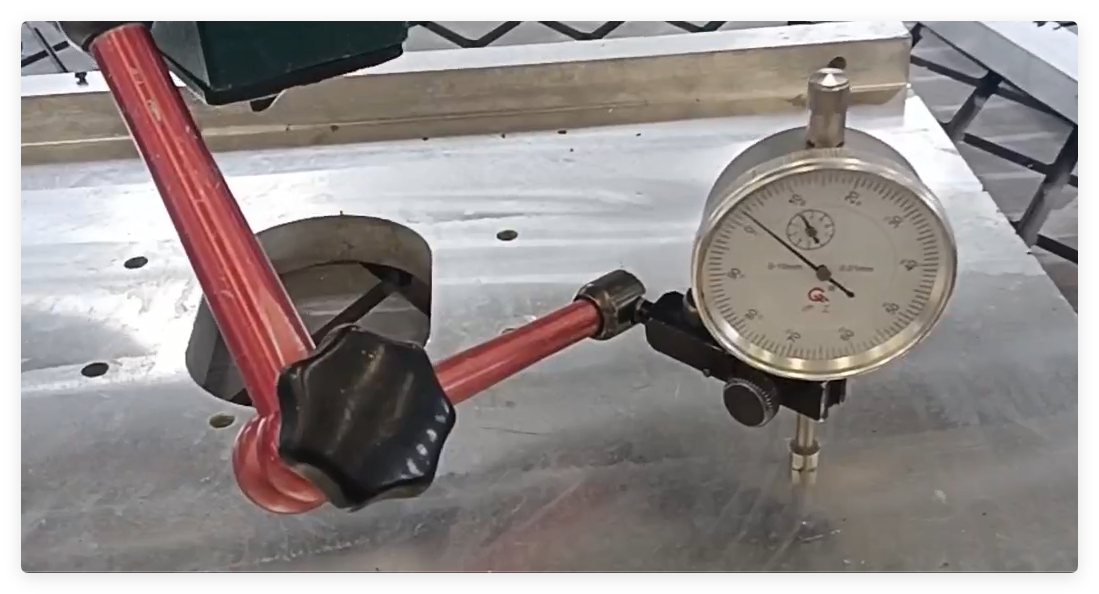
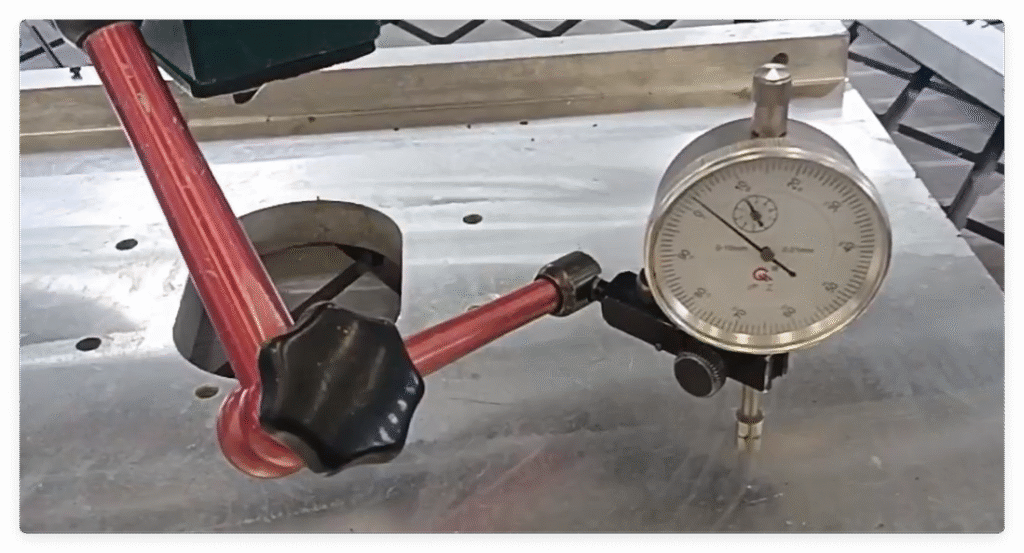
2. Kılavuz ray rafının düzlüğü 5 diş ve düzlüğü 10 diş gerektirir
dişler ve inceleme için gönderin
3. Redüktör çalışırken gantry'nin ileri ve geri hareketinin düzgünlüğü
kurulmamış ve inceleme için gönderilmemiş
4. Redüktör olmadığında makine kafasının sol ve sağ hareketinin düzgünlüğü
kurulumu yapıldı ve kontrol için gönderildi
5. Kılavuz vidanın düzlüğü 5 diş ve düzlüğü 5 diştir ve
denetim için
6. Redüktördeki vidaların sıkı olup olmadığı ve dişli anahtarlarının ve vidaların
kurulu
7. Tüm makinenin vidalarının gevşek olup olmadığını ve
çıkarılmamış kırık musluklardır. Onayladıktan sonra, tüm vidaları bir
işaretleyici
III. Elektriksel montaj
1. Elektrik kutusundaki tüm elektrikli bileşenler yatay ve dikey olarak yerleştirilir
2. Açıkta kalan teller sargı tüpleri ile sarılmış mı?
3. Sıkıştırılmamış herhangi bir kablo var mı?
4. Elektrik odasından çıkmadan önce elektrik kutusunu temizleyin
5. Yatağa güç verildiğinde çekme zincirinin iç tellerinin düzgün olduğundan emin olun
6. Yatağa güç verildikten sonra kabloların üzerindeki etiketleri çıkarın
IV. Test makinesinin ayarlanması
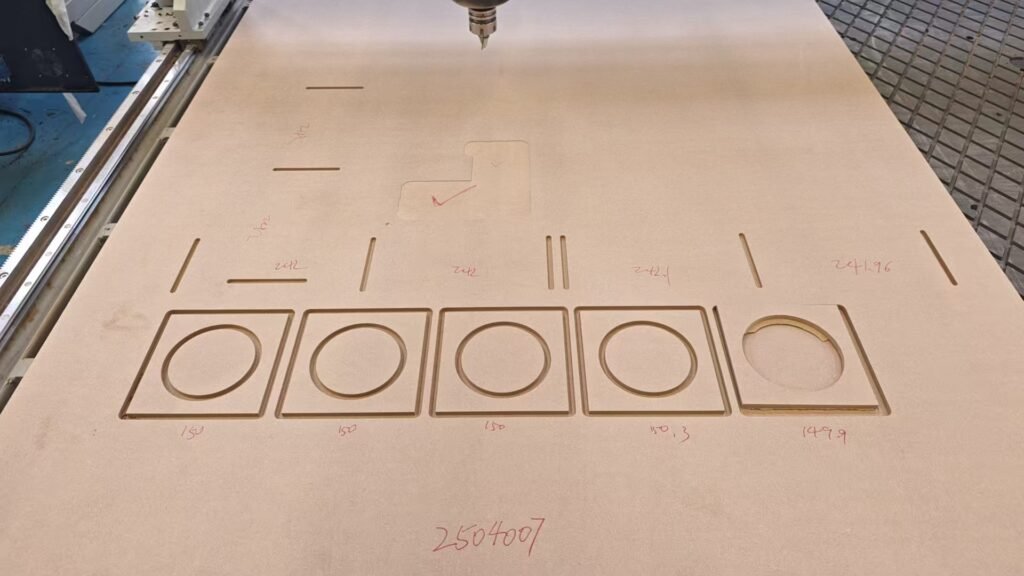
1. Tüm makinelerin XY ekseninin çizim hatası 20 teli geçemez. Olmalıdır
Kesme karesinde ve dairesinde titreşim izi olmamalıdır. İnceleme için gönderin
2. Makine kalifiye olduktan sonra, tüm silindirlerin sesinde ve düzgünlüğünde hata ayıklayın
3. Hava borusunun uzunluğunu düzenleyin. Açıkta kalanların dişli ile kapatılması gerekir
borular ve kablo bağları ile bağlanmış
4. Yüksek hızda alıştırma 2 saatten az olmamalıdır
5. Tablonun adsorpsiyon basıncını kontrol edin. Hepsi açıldığında basınç 0,08'den az olmamalıdır
6. Rastgele aksesuarları kontrol edin ve muhafaza için fotoğraflarını çekin
7. Tüm etiketler yatay ve dikey olarak
V. Görünüm kalite denetimi
1. Tüm makinenin temiz olup olmadığını kontrol edin ve macunu kazıyın ve boyaya rötuş yapın
darbeli kısımlarda
2. Rötuş işlemi sırasında lekelenen parçaları temizlemek için tiner kullanın
VI. Teslimat kalite denetimi
1. Paketlemeden önce, tüm kare raylı rafların ve millerin pas önleyici ile fırçalanması gerekir
yağ
2. Halatın sıkıca bağlanıp bağlanmadığı