I.到货质量检查
1.加工好的部件运抵后,根据《机械加工手册》检查是否有误差、焊缝和毛刺。
绘图
2.床身和加工件喷涂完毕后,在工厂检查表面喷涂情况
查看喷涂是否不均匀,腻子是否平整。
II.工作台组装
1.刮除床身和龙门导轨齿条表面的毛刺,并将其送去检查。
检测
2.导轨齿条的直线度要求 5 个螺纹,平面度要求 10 个螺纹。
螺纹并送检
3.减速器工作时龙门架前后移动的平稳性
未安装并送检
4.减速器不工作时,机头左右移动的平稳性
安装并送检
5.导螺杆的直线度为 5 个螺纹,平面度为 5 个螺纹,并送出 5 个螺纹。
备查
6.减速器的螺钉是否拧紧,齿轮键和螺钉是否拧紧。
安装
7.随机检查整机的螺丝是否松动,是否有锈蚀现象。
是未拆卸的破损水龙头。确认后,用
带标识
III.电气装配
1.电气箱中的所有电气元件均水平和垂直放置
2.裸露的导线是否缠有绕线管?
3.是否有未压缩的电线?
4.离开配电室前清洁配电箱
5.确保拖链内线在床体通电时保持整齐
6.床身通电后,取下电线上的贴纸
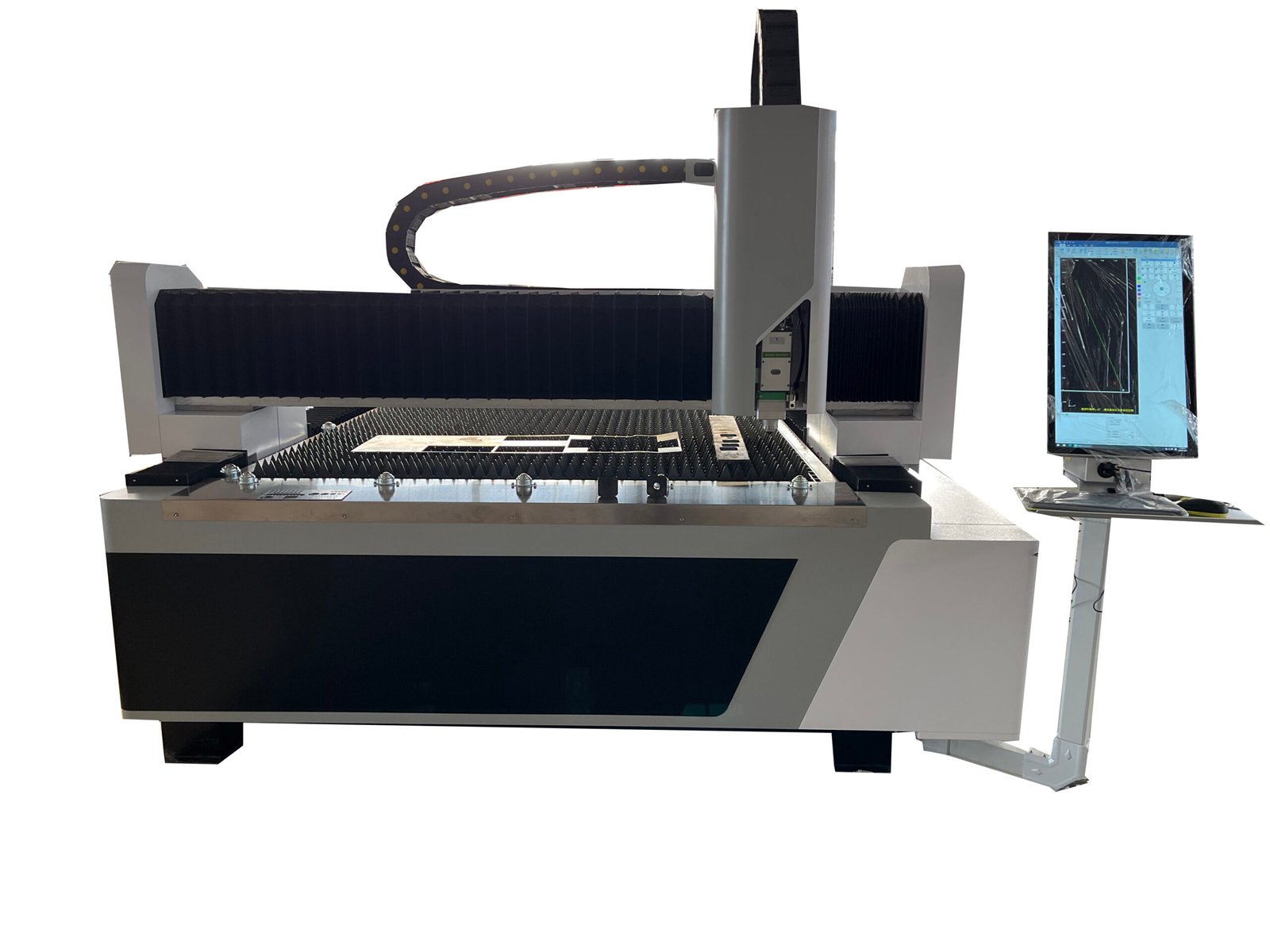
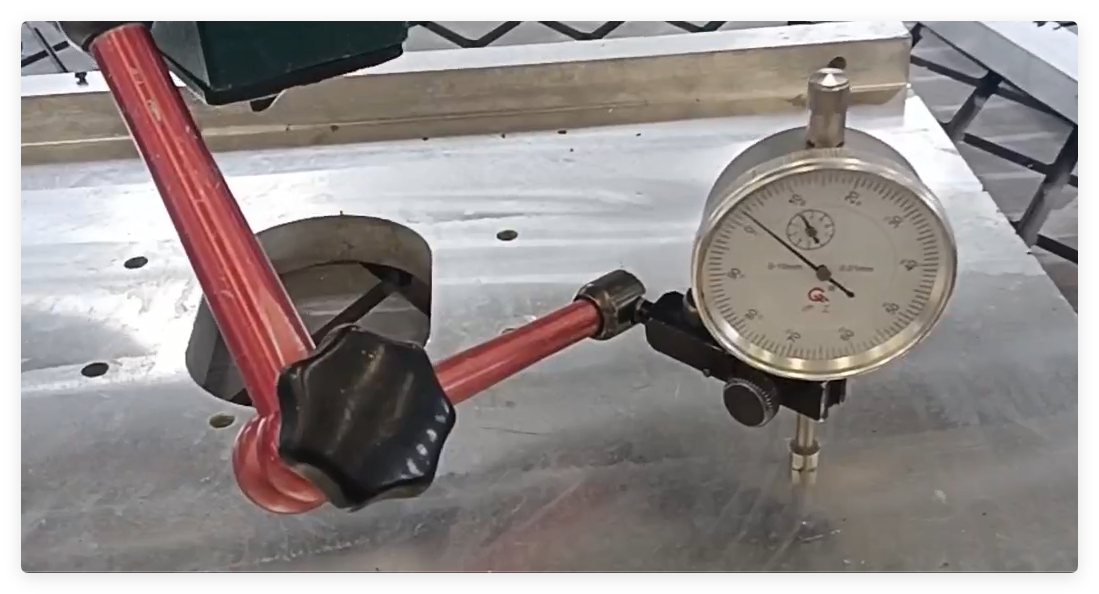
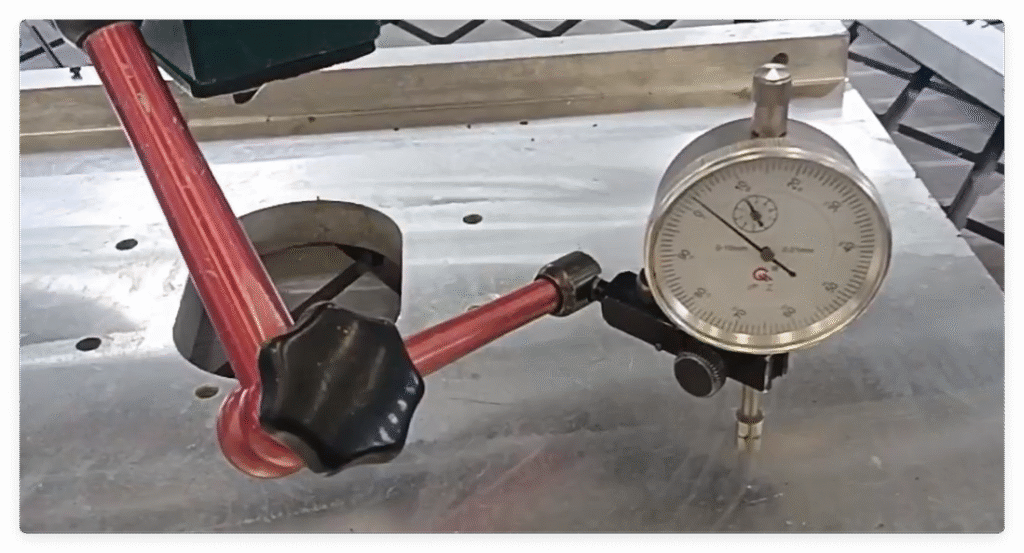
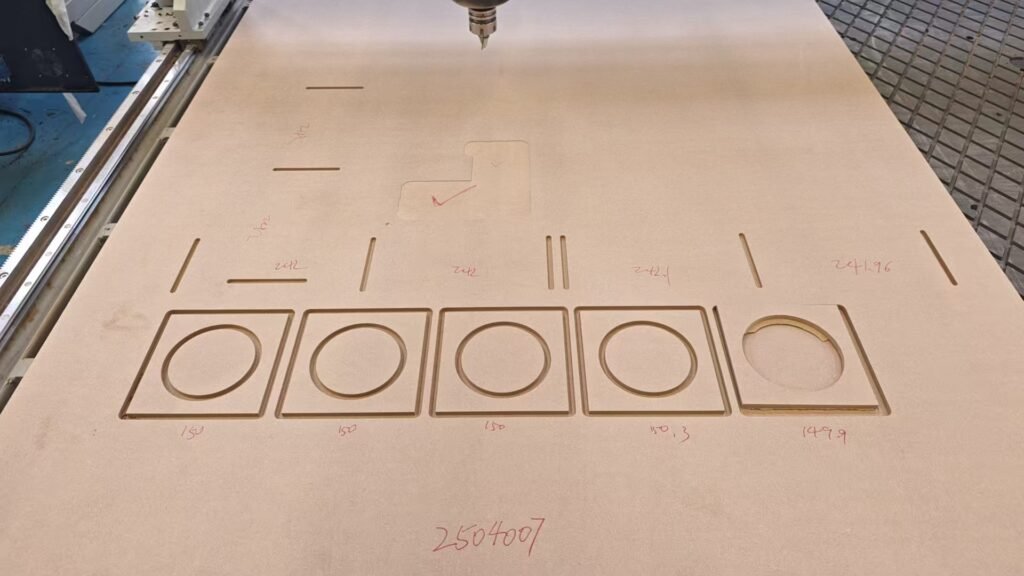
IV.调整试验机
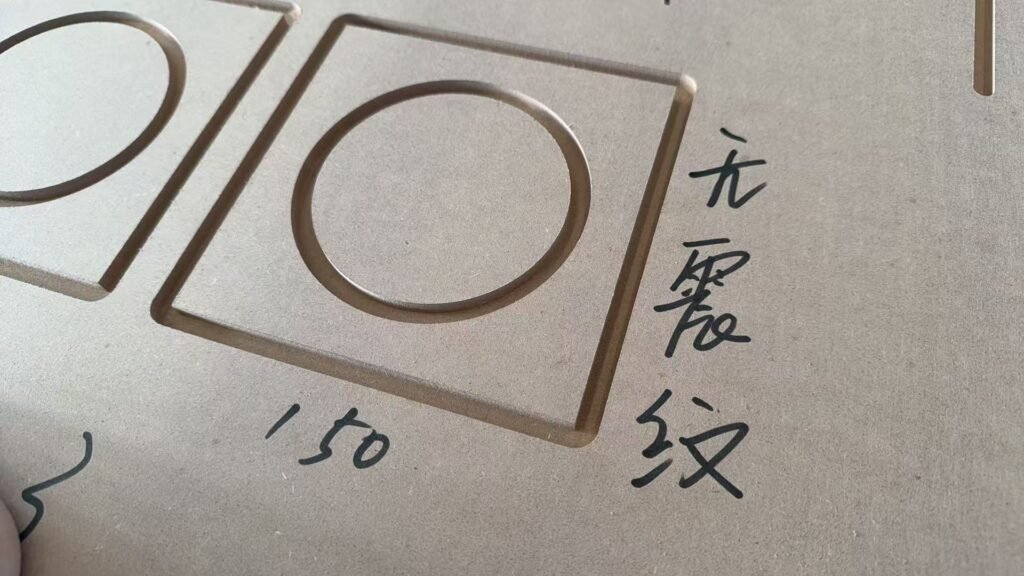
1.所有机器 XY 轴的拉丝误差不能超过 20 根线。应
切方和切圆上不得有振动痕迹。送检
2.机器合格后,调试所有气缸的声音和平稳性
3.排列气管的长度。外露的部分需要用螺纹盖住。
管道并用电缆扎带捆扎
4.高速运转不得少于 2 小时
5.检查表的吸附压力。全部打开时,压力不得低于 0.08
6.检查随机附件并拍照保存
7.所有标签都是横向和纵向的。
V.外观质量检查
1.检查整机是否清洁,刮腻子、补漆
凹凸部分
2.用稀释剂清洗在修补过程中被弄脏的部分
VI.交货质量检查
1.包装前,所有方轨齿条和主轴都需要刷上防锈漆。
油类
2.绳子是否绑牢